关键词 |
山东活塞杆电镀光亮轴,神农架活塞杆材质,保定活塞杆供应,永州活塞杆供应 |
面向地区 |
活塞杆电镀铬是一种微带蓝色的银白色金属,相对原子质量51.99,密度6.98~7.21g/cm3,熔点为1875~1920℃,标准电极电位为尤什/c,-0.74V,老”/c,”-0.41V和P甚e+/Cr抖-1.33V,金属铬在空气中极易钝化,表面形成一层极薄的钝化膜,从而显示出贵金属的性质。 镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。
电镀杆镀铬层具有很高的硬度,根据镀液成分和工艺条件不同,其硬度可在很大范围400~1200HV内变化。镀铬层有较好的耐热性,在500℃以下加热,其光泽性、硬度均无明显变化,温度大于500℃开始氧化变色,大于700℃硬度开始降低。镀铬层的摩擦系小数,特别是干摩擦系数,在所有的金属中是低的。所以镀铬层具有很好的耐磨性。
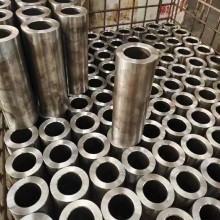
电镀杆活塞杆光亮轴镀硬铬的厚度一般为5~50μm,也可根据需要而定,有的高达200~800μm。钢铁零件镀硬铬不需要中间镀层,如对耐蚀性有要求,也可采用不同的中间镀层。 ③镀乳白铬镀铬层呈乳白色,光泽度低、韧性好、孔隙低、色泽柔和,硬度比硬铬和装饰铬低,但耐蚀性高,所以常用于量具和仪器面板。
电镀杆活塞杆光亮轴为提高其硬度,在乳白色镀层表面可再镀覆一层硬铬,即所谓双层铬镀层,兼有乳白镀铬层和硬铬镀层的特点,多用于镀覆既要求耐磨又要求耐腐蚀的零件。 ④镀松孔铬(多孔铬) 是利用铬层本身具有细致裂纹的特点,在镀硬铬后再进行机械、化学或电化学松孔处理,使裂纹网进一步加深、加宽。使铬层表面遍布着较宽的沟纹,不仅具有耐磨铬的特点,而且能有效地储存润滑介质,防止无润滑运转,提高工件表面抗摩擦和磨损能力。常用于受重压的滑动摩擦件表面的镀覆,如内燃机汽缸筒内腔、活塞环等。
电镀杆活塞杆光亮轴电镀设备工艺要求 1、镀层与基体金属、镀层与镀层之间,应有良好的结合力。 2、镀层应结晶细致、平整、厚度均匀。 3、镀层应具有规定的厚度和尽可能少的孔隙。 4、镀层应具有规定的各项指标,如光亮度、硬度、导电性等。 5、电镀时间及电镀过程的温度,决定镀层厚度的大小。 6、环境温度为-10℃~60℃。 7、输入电压为220V±22V或380V±38V。 8、水处理设备大工作噪声应不大于80dB(A)。 9、相对湿度(RH)应不大于95%。 10、原水COD含量为100mg/L~150000mg/L。
电镀杆活塞杆光亮轴电镀技术又称为电沉积,是在材料表面获得金属镀层的主要方法之一。是在直流电场的作用下,在电解质溶液(镀液)中由阳极和阴极构成回路,使溶液中的金属离子沉积到阴极镀件表面上的过程; 电流效率 :用于沉积金属的电量占总电量的比称为电镀的电流效率。 分散能力:镀液的分散能力是指一定的电解条件下使沉积金属在阴极零件表面布均匀的能力。 合金电镀:两种或两种以上金属离子在阴极上共沉积形成均匀细致镀层的过程叫做合金电镀(一般而言其小组分应大于1%)。 整平能力:整平能力(即微观分散能力)是指在金属表面上形成镀层时,镀液所具有的能使镀层的微观轮廓比基体表面更平滑的能力。它表达了基体金属的粗糙度比较小,波穴的深度小于0.5mm,波峰与波谷的距离很小的表面上镀层分布的均匀性。 针孔或麻点:氢气呈气泡形式粘附在阴极表面上,阻止金属在这些部位沉积,它只能沉积在气泡的周围,如果氢气泡在整个电镀过程中一直停留在阴极表面,则镀好的镀层就会有空洞或贯通的缝隙;若氢气泡在电镀过程中粘附得不牢固,而是间歇交替地逸出和粘附,那么这些部位将形成浅坑或点穴,在电镀工业中通常称它为针孔或麻点。 鼓泡:电镀以后,当周围介质的温度升高时,聚集在基体金属内的吸附氢会膨胀而使镀层产生小鼓泡,严重地影响着镀层的质量。这种现象在电镀锌、镉、铅等金属时尤为明显。 覆盖能力:覆盖能力(或深镀能力)也是镀液的一个重要性能指标,是指在一定的电解条件下使沉积金属在阴极零件表面全部覆盖的能力,即在特定条件下于凹槽或深孔中沉积金属镀层的能力,它是指镀层在零件布的完整程度。 氢脆:氢离子在阴极还原后,一部分形成氢气逸出,一部分以原子氢的状态渗入基体金属(尤其是高强度金属材料)及镀层中,使基体金属及镀层的韧性下降而变脆,这种现象叫做“氢脆”。

常州本地活塞杆电镀光亮轴热销信息