





关键词 |
云南推荐焊接弯头,焊接弯头安装,重庆焊接弯头,四川定制川泰焊接弯头 |
面向地区 |
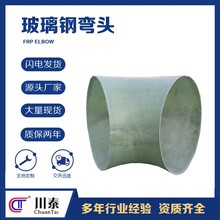
焊接弯头的分类方法,按它的曲率半径来分,可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于1.5倍的管子外径,即R=1.5D.短半径弯头指它的曲率半径等于管子外径,即R=D。公式中的D为弯头直径,R为曲率半径。常用的是为1.5D的弯头,如果在合同中没有注明是1D或者1.5D,那么是要优化选用1.5D的。我国常用的执行标准有GB/T12459-2005,GB/13401-2005,GB/T10752-1995.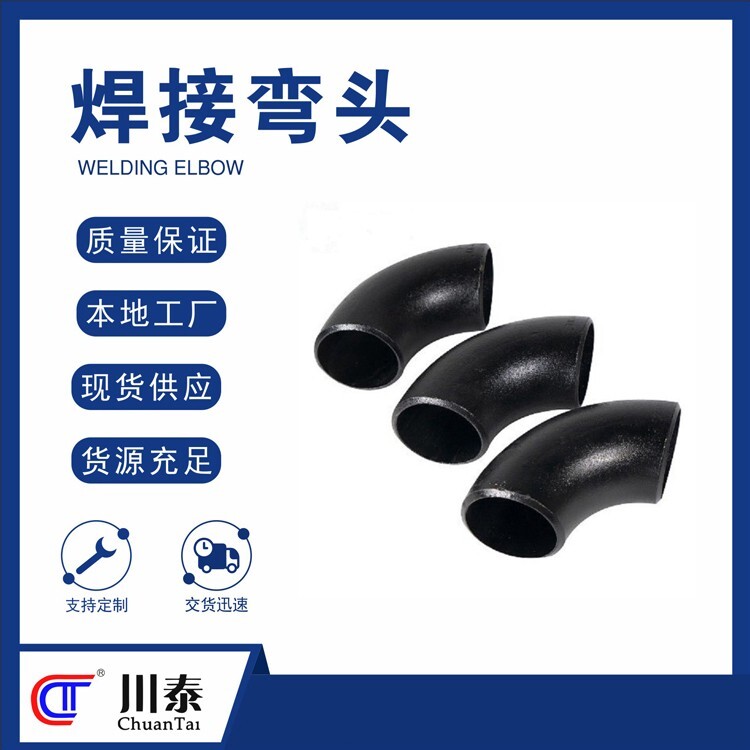
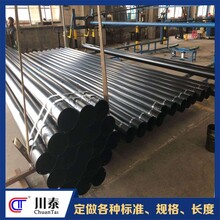
需要再说明的是切断,要求一定采用切管机,再有锯床,大一些的规格就采用火焰切割。无论采用什么方法,一定要管端平直、无毛刺、定尺准确。否则,在推制过程中,管端容易破裂。推制这方面的技术问题,在于工具设计。若设计的好,推出来的型比较正,基本符合要求。有的废品较多,主要是由于工具问题。设计主要是凭经验。还需要有经验的工人不断修磨,才能投入正常使用。工具很重要。另外,推制都采用液压的推制方法。液压推制速度可调。大弯头与小弯头的推制速度是不同的,加热速度也不相同。另外用液压推制的变形也比较平稳。机械推制的方法已经不很多了,加热也比较重要。老式的加热采用煤气炉,把管子加热,都改用中频加热。约在70年代以后我国的这种加热方式才过关。这种方法温度比较好控制,加热也比较均匀。通过调节线圈的个数来控制加热温度。若是烧咀,就不太好控制。另外推制前要预热。芯棒预热后再固定管子。中频加热技术的采用对弯头生产是很大的进步,产量、质量都有很大提高。
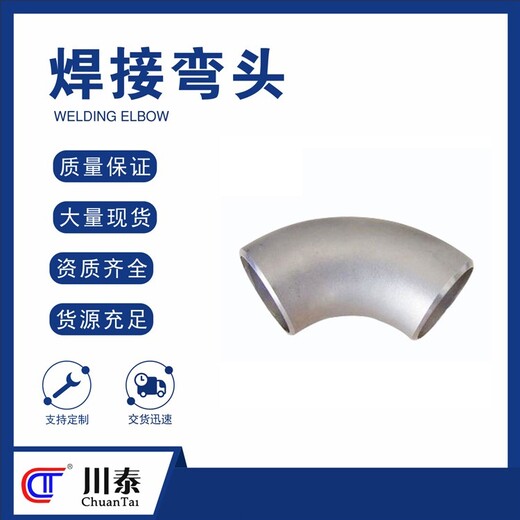
挤压弯头使用的弯头成型机,将管坯放入模具中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,所以冷挤压生产制造工艺适用于薄壁不锈钢弯头的生产制造,这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。
对焊弯头生产制造工艺一般大口径弯头使用对焊生产工艺,把钢板在卷成弯头的形状,然后再进行焊接,焊接后然后在给弯头拍片,大口径弯头,一般采用对焊弯头,对焊弯头外观不如其他生产制造工艺漂亮,但是dn800以上的弯头其他工艺就生产制造不了,就要采用对焊弯头生产工艺。